Inspekcja krawędzi natarcia
MTU Aero Engines korzysta z PolyWorks|Inspector™ w celu optymalizacji procesów inspekcji
Lecąc na wysokości 30 000 stóp z prędkością 550 mph, doskonale rozumiemy, jak ważny jest niezawodny silnik odrzutowy. MTU Aero Engines, wiodący niemiecki producent silników odrzutowych, dba o bezpieczeństwo. Oddział Daimler/Chrysler wprowadził rygorystyczne procesy kontroli na każdym etapie cyklu rozwoju/produkcji swoich produktów, aby zapewnić ich nienaganną jakość. Aby zoptymalizować i zwiększyć zakres swoich technik kontroli, firma MTU skorzystała z PolyWorks|Inspector, wiodącego na świecie oprogramowania do inspekcji chmur punktów. Zobacz, jak PolyWorks|Inspector znacznie skrócił czas kontroli łopatek turbin w MTU o ponad 85%, jednocześnie dostarczając inżynierom ds. jakości więcej informacji o jakości części.
Wyzwanie
MTU — Światowy napęd
MTU Aero Engines GmbH jest wiodącym niemieckim projektantem, producentem i dostawcą usług remontowo-rozwojowych komponentów, zespołów i przemysłowych turbin gazowych do cywilnych i wojskowych silników lotniczych.
Firma stale współpracuje z wiodącymi światowymi integratorami systemów i producentami, takimi jak Pratt & Whitney, General Electric, Rolls-Royce, Snecma, Volvo i FiatAvio.
Firma MTU znana jest z zaawansowanego technologicznie podejścia do swoich silników. Wykorzystuje najnowocześniejsze technologie w zakresie rozwoju, produkcji i kontroli. „Dzięki temu możemy dostarczyć naszym klientom zaawansowane produkty wysokiej jakości, których od nas oczekują” — mówi dr Karl-Heinz Dusel, inżynier ds. jakości w MTU.
Złożoność silnika odrzutowego
Silnik odrzutowy składa się z setek elementów, które przed montażem wymagają dokładnej kontroli. Procesy kontroli wykorzystywane dotąd przez MTU powodowały wąskie gardła w cyklu produkcyjnym ze względu na powolność i złożoność stosowanych technik. Oprócz ograniczenia prędkości, urządzenia kontrolne, takie jak współrzędnościowe maszyny pomiarowe (CMM), mają ograniczony zakres, co zmusza inżynierów ds. jakości do skupienia się na wybranych cechach części, ignorując cenne informacje.
Silnik odrzutowy służy do napędzania samolotów. Aby zapewnić start i lot samolotu, silnik odrzutowy wytwarza gazy spalinowe, które wydostają się z tyłu silnika. Wytwarzając tę ogromną energię (ciąg), silnik pobiera powietrze do spalania za pomocą umieszczonego z przodu wentylatora. Sprężarka spręża powietrze i wtłacza je do komory spalania. Paliwo jest wtryskiwane i mieszane z napływającym sprężonym powietrzem, a mieszanka paliwowo-powietrzna stale się spala. Powstałe ciepło rozpręża gaz do wielokrotności jego objętości, powodując jego wydostanie się w postaci wysokoenergetycznego strumienia. Gaz przepływa przez łopatki turbiny, powodując ich obrót i wytwarzając energię potrzebną do napędu sprężarki i wentylatora.
Turbiny składają się z kilku stopni, z których każdy posiada jeden rząd nieruchomych łopatek kierujących i jeden rząd łopatek ruchomych. Łopatki, rozżarzone do czerwoności, muszą być wystarczająco mocne, aby przenosić obciążenia odśrodkowe spowodowane szybkimi obrotami. W takich warunkach niedopuszczalne są jakiekolwiek niedoróbki! Każda część musi spełniać najbardziej rygorystyczne wymagania projektowe.
Tradycyjne projekty kontroli
MTU tradycyjnie stosuje procesy kontroli oparte na współrzędnościowych maszynach do pomiaru łopatek. Znacznie wydłuża to czas realizacji procesu produkcyjnego:
- Proces zbierania danych przez maszynę współrzędnościową trwa do 80 minut dla każdej łopatki.
- Skanowanie łopatki na miejscu nie jest możliwe podczas produkcji, zatem MTU musi przywieźć części do stacji digitalizacji.
- Liczba mierzonych punktów jest ograniczona (sto punktów), co uniemożliwia ogólną inspekcję powierzchni.
- Obsługa maszyny współrzędnościowej jest zadaniem czasochłonnym, wymagającym stałego nadzoru wykwalifikowanych techników.
- Przetwarzanie danych, pomiary, porównania i generowanie raportów to długotrwałe procesy, wymagające kilku pakietów oprogramowania.

Rozwiązanie
Przełamywanie bariery dźwięku z PolyWorks|Inspector
Aby zapewnić jakość wszystkich swoich produktów, firma MTU ściśle współpracowała z Duwe 3d — wiodącym dostawcą rozwiązań do digitalizacji 3D i dystrybutorem PolyWorks® w Niemczech — w celu opracowania indywidualnego rozwiązania do inspekcji, dostosowanego do najbardziej rygorystycznych wymagań przemysłu lotniczego.
Firma MTU korzysta obecnie z licznych zalet systemu skanera laserowego 3D w połączeniu z PolyWorks w ramach procesów kontroli jakości. Do kontroli łopatek turbin firma MTU wykorzystuje skaner laserowy zamontowany na ramionach przegubowych (FARO GoldArm i 3DScanners’ ModelMaker), skanując części bezpośrednio na miejscu i wychwytując każdą cechę, w tym te w ukrytych miejscach.
Ta nowa technika kontroli umożliwiła MTU znaczne skrócenie czasu pozyskiwania i przetwarzania chmur punktów łopatek turbin: „Jedną z ogromnych zalet oprogramowania PolyWorks jest jego elastyczność w stosunku do każdego rodzaju systemu digitalizacji” — mówi dr Dusel. „Dzięki temu zyskujemy swobodę w zakresie wypróbowania i określenia rozwiązania, które najlepiej spełnia nasze wymagania. Oprócz tej dużej oszczędności czasu, inspekcja chmury punktów o dużej gęstości przy użyciu PolyWorks umożliwia nam wykorzystanie wielu nowych aplikacji pomiarowych”.
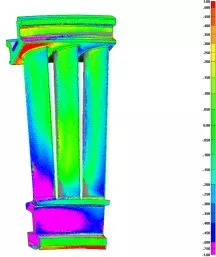
Ogólna inspekcja powierzchni
Przed przeanalizowaniem konkretnych obszarów łopatek turbin, MTU ogólnie ocenia jakość wyprodukowanej części poprzez porównanie każdego zdigitalizowanego punktu z bazowym punktem odniesienia (obiektem CAD). Inżynierowie ds. jakości ustalają odpowiednie tolerancje, a mapa kolorów generowana jest w celu zilustrowania wielkości odchyleń. Technika ta pozwala na szybki przegląd ogólnej jakości części i umożliwia specjalistom dalszą analizę obszarów wykraczających poza ustalone tolerancje. Tradycyjne techniki kontroli oparte na współrzędnościowych maszynach pomiarowych nie dostarczają tak cennych informacji. Potężne funkcje porównawcze programu PolyWorks nie tylko wykrywają deformacje części, ale także pomagają inżynierom ds. znaleźć zidentyfikować źródło problemu w ramach procesu produkcyjnego i skorygować go.
Techniki porównawcze Point-to-CAD firmy PolyWorks są w pełni konfigurowalne i bardziej dokładne niż jakiekolwiek inne dostępne na rynku oprogramowanie do przetwarzania chmur punktów.
Analiza profili
Profile są najważniejszym elementem łopatki, ponieważ mają bezpośredni wpływ na przepływ gazu. Przekroje poprzeczne służą do obliczenia aerodynamiki każdej łopatki.
Analizę profilu przeprowadza się z wykorzystaniem zaawansowanych funkcji analizy przekrojów w programie PolyWorks. Przekrój poprzeczny na części to profil 2D uzyskany przez przecięcie płaszczyzny z powierzchnią obiektu; jest to „wycinek” obiektu. Dla każdego wycinka tworzony jest zarówno profil danych, jak i profil referencyjny (CAD). Aby wykonać precyzyjną analizę każdego profilu, PolyWorks oferuje funkcję lokalnego wyrównania (local best-fit).
Mapy kolorów przekroju są generowane zgodnie z tolerancjami określonymi przez użytkownika. PolyWorks pokazuje również pasma tolerancji wraz z profilami CAD i danymi.
Ważną zaletą programu PolyWorks jest możliwość wskazywania „prawdziwych” odchyleń, niezależnie od kąta pomiędzy przekrojami a normalną powierzchnią.

Kontrola krawędzi natarcia: Wirtualny pomiar
PolyWorks oferuje unikalne możliwości wirtualnego pomiaru za pomocą suwmiarek 3D. Narzędzia te to mocne cylindry, które są ustawione w przestrzeni 3D i wydłużane, aż trafią na punkt, trójkąt lub powierzchnię NURBS. W tym przypadku suwmiarki pozwalają uzyskać dokładne położenie strategicznych punktów na „krawędzi czołowej” łopatek. Krawędź czołowa to krytyczny czynnik wpływający na aerodynamikę przepływu gazu.
„PolyWorks odwzorowuje wirtualnie typowe procesy fizycznej inspekcji pomiarowej” — mówi dr Dusel. „Funkcje pomiarowe PolyWorks dostarczają cennych informacji w wielokrotnie krótszym czasie niż nasza klasyczna metoda pomiarów fizycznych, przy zachowaniu tej samej dokładności”.
Niech automatyczny pilot przejmie kontrolę
„Dzięki PolyWorks siedzimy w fotelu pilota” — mówi dr Dusel. „PolyWorks pozwala na zdefiniowanie własnych tolerancji i zapewnia stałe informacje zwrotne umożliwiające nadzór działania. Dzięki zaawansowanym możliwościom języka makroprogramowania PolyWorks możemy łatwo zaprogramować kompletne sekwencje inspekcji, od pierwszego wyrównania do raportu końcowego. Zajmuje to zaledwie kilka minut. Następnie włączamy tempomat i pozwalamy, by PolyWorks zrealizowało cały proces kontroli jednym kliknięciem myszy, przy użyciu naszych własnych specyfikacji”.
Korzyści
Korzyści płynące z użycia PolyWorks to:
- Dostarcza więcej informacji inżynierom ds. jakości i skraca czas analizy danych, obliczeń itp
- Zwiększa liczbę kontrolowanych części, poprawiając ogólną jakość i niezawodność produktu
- Umożliwia użytkownikom wykonywanie pomiarów na poziomie ogólnym (całej części), a nie tylko określonych obszarów, jak w przypadku współrzędnościowej maszyny pomiarowej
- Redukuje wąskie gardła w centrach kontroli, skracając przestoje na linii produkcyjnej