Взлет с проверкой «переднего края»
MTU Aero Engines обращается к PolyWorks|Inspector™ для оптимизации процессов проверки
Когда вы летите на высоте 30 000 футов со скоростью 550 миль в час, вы как никогда понимаете важность надежного реактивного двигателя. MTU Aero Engines, ведущий производитель реактивных двигателей в Германии, серьезно относится к вопросу безопасности. Дочерняя компания Daimler/Chrysler установила строгие процедуры проверки на каждом этапе своего цикла разработки и производства продукции, чтобы гарантировать общее качество своей продукции. Чтобы оптимизировать и расширить масштабы своих методов проверки, MTU выбрала PolyWorks|Inspector, ведущее в мире программное решение для проверки облаков точек. Узнайте, как решение PolyWorks|Inspector значительно сократило время проверки лопаток турбины MTU более чем на 85%, предоставляя инженерам по контролю качества больше информации о качестве деталей, чем когда-либо прежде.
Задача
MTU - движение мира вперед
MTU Aero Engines GmbH - ведущий разработчик, производитель и поставщик услуг по ремонту компонентов, узлов и промышленных газовых турбин для гражданских и военных авиационных двигателей в Германии.
Компания участвует в текущих совместных предприятиях с ведущими мировыми системными интеграторами и производителями, включая Pratt & Whitney, General Electric, Rolls-Royce, Snecma, Volvo и FiatAvio.
MTU известна своим высокотехнологичным подходом ко всему, что касается двигателей. Она использует самые современные технологии в разработке, производстве и осуществлении инспекций. «Это позволяет нам предоставлять нашим клиентам передовые высококачественные продукты, на которые они вправе рассчитывать», - сказал д-р Карл-Хайнц Дюзель, инженер по контролю качества в MTU.
Сложность реактивного двигателя
Реактивный двигатель состоит из сотен компонентов, которые необходимо тщательно проверить перед сборкой. Процессы проверки, которые традиционно использовала компания MTU, оказались слабыми местами в производственном цикле из-за медленности и сложности используемых методов. В дополнение к ограничению скорости контрольное оборудование, такое как координатно-измерительные машины (КИМ), имеет ограниченную область применения, что вынуждает инженеров по качеству концентрироваться на ограниченных элементах детали и лишает их ценной информации.
Реактивный двигатель используется для движения самолета вперед. Чтобы самолет мог взлететь и лететь по небу, реактивный двигатель производит выхлопные газы, которые выбрасываются из задней части двигателя. Чтобы создать эту огромную энергию (тягу), двигатель всасывает воздух, который он сжигает, через передний вентилятор. Компрессор сжимает воздух и нагнетает его в камеру сгорания. Топливо впрыскивается и смешивается с поступающим сжатым воздухом, при этом топливно-воздушная смесь непрерывно сжигается. Возникающее при этом тепло расширяет газ, в несколько раз увеличивая его объем, заставляя его выходить из камеры сгорания в виде высокоэнергетического потока. Затем газ проходит через лопатки турбины, заставляя их вращаться, производя энергию, необходимую для приведения в действие компрессора и вентилятора.
Турбины состоят из нескольких ступеней, в каждой из которых используется один ряд неподвижных лопаток направляющего аппарата и один ряд подвижных лопаток. Лопатки, раскаленные докрасна, должны быть достаточно прочными, чтобы выдерживать центробежные нагрузки при вращении на высоких скоростях. В таких условиях дефекты недопустимы! Каждая деталь должна соответствовать самым строгим техническим требованиям.
Традиционные процессы проверки
Компания MTU традиционно использовала для измерения лопаток процессы контроля на основе КИМ. Этот процесс значительно увеличивает время производственного процесса с начала разработки до выполнения заказа:
- Процесс сбора данных КИМ занимает до 80 минут для каждой лопатки.
- Сканирование лопатки на месте невозможно во время производственного процесса, поэтому MTU требуется поставлять детали на станцию оцифровки.
- Количество измеряемых точек ограничено (сто точек), поэтому глобальная проверка поверхности невозможна.
- Работа с КИМ - это трудоемкая задача, требующая постоянного наблюдения высококвалифицированных технических специалистов.
- Обработка данных, измерения, сравнения и создание отчетов - это длительные процессы, требующие нескольких пакетов программ.

Решение
Преодоление звукового барьера с помощью PolyWorks|Inspector
Чтобы гарантировать качество всей своей продукции, MTU тесно сотрудничала с Duwe 3d - ведущим поставщиком решений «переднего края» для 3D-оцифровки и дистрибьютором PolyWorks в Германии - для разработки решения для проверки по специальному заказу, адаптированного к самым строгим требованиям аэрокосмической промышленности.
Теперь MTU пользуется многочисленными преимуществами использования системы трехмерного лазерного сканирования вместе с PolyWorks в рамках своих процессов контроля качества. Для проверки лопаток турбины MTU использует лазерный сканер, установленный на измерительных руках (FARO GoldArm и 3DScanners ModelMaker), чтобы сканировать детали непосредственно на месте и фиксировать каждый элемент, в том числе те, которые находятся в скрытых областях.
Этот новый метод проверки позволил MTU значительно сократить время на сбор и обработку облаков точек лопаток турбин: «Одним из огромных преимуществ PolyWorks является его гибкость, позволяющая адаптироваться к любой системе оцифровки, - заявил д-р Дюзель. - Это дает нам свободу экспериментировать и находить решение, которое наилучшим образом соответствует нашим требованиям. В дополнение к этой значительной экономии времени, проверка облака точек с высокой плотностью при помощи PolyWorks дает нам возможность применять множество новых приложений для измерения».
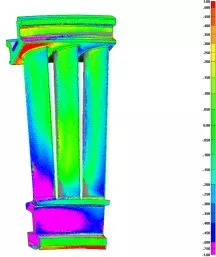
Глобальная проверка поверхности
Перед анализом конкретных областей лопаток турбины MTU в глобальном масштабе оценивает качество изготовленной детали, сравнивая каждую оцифрованную точку с соответствующей базовой точкой (объектом CAD). Инженеры по качеству устанавливают соответствующие допуски, и создается цветная карта, иллюстрирующая величину отклонений. Этот метод обеспечивает быстрый обзор общего качества детали и позволяет специалистам сосредоточить внимание на областях, выходящих за пределы заданных допусков, для дальнейшего анализа. Традиционные методы проверки на основе КИМ не могут предоставить инженерам по качеству такую ценную информацию. Мощные возможности сравнения PolyWorks не только позволяют определить деформации детали, но также помогают инженерам по качеству выявить источник проблемы в процессе производства и исправить эту проблему.
Методы сравнения точек и CAD PolyWorks - полностью настраиваемые и более точные, чем любое другое программное обеспечение для обработки облака точек на рынке.
Профильный анализ
Профили являются наиболее важной геометрией лопатки, поскольку они напрямую влияют на поток газа. Поперечные сечения используются для расчета аэродинамики каждой лопатки.
Анализ профиля выполняется с использованием высокотехнологичных возможностей анализа поперечных сечений PolyWorks. Поперечное сечение детали - это двухмерный профиль, полученный путем пересечения плоскости с поверхностью объекта; это «срез» объекта. Для каждого среза создаются как профиль данных, так и базовый (CAD) профиль. Чтобы получить точный анализ каждого профиля, PolyWorks предлагает возможности локального выравнивания (локальное оптимальное совмещение).
Цветные карты поперечного сечения создаются в соответствии с заданными пользователем допусками. PolyWorks также отображает диапазоны допусков вместе с профилями данных и CAD.
Одним из важных преимуществ решения PolyWorks является его способность обеспечивать «реальные» отклонения, независимо от угла между поперечными сечениями и нормалью к поверхности.

Проверка «переднего края»: виртуальные измерения
PolyWorks предлагает уникальные возможности виртуальных измерений с помощью 3D-штангенциркуля. Эти инструменты представляют собой твердые цилиндры, которые располагаются в трехмерном пространстве и раскрываются до тех пор, пока не достигнут точки, треугольника или поверхности NURBS. В этом случае штангенциркули используются для определения точного положения стратегических точек на «переднем крае» лопаток. Передний край является критическим фактором, влияющим на аэродинамику газового потока.
«PolyWorks практически воспроизводит типичные процессы проверки физических размеров, - сказал д-р Дюзель. - Измерительные возможности PolyWorks предоставляют нам ценную информацию «переднего края» за долю времени по сравнению с нашим традиционным физическим методом измерения, сохраняя при этом ту же точность и надежность».
Пусть автопилот возьмет на себя управление
«Благодаря PolyWorks мы находимся теперь «в кресле пилота», - сказал доктор Дюзель. - PolyWorks позволяет вам определять свои собственные допуски и дает постоянную обратную связь для отслеживания операций. Благодаря расширенному языку макропрограммирования PolyWorks мы можем легко запрограммировать полные последовательности проверки, от первого выравнивания до окончательного отчета, всего за несколько минут. Затем мы включаем устройство круиз-контроля и позволяем PolyWorks выполнить весь процесс проверки одним щелчком мыши, используя наши собственные спецификации».
Преимущества
Преимущества, наблюдаемые при использовании PolyWorks:
- Предоставляет больше информации инженерам по качеству и сокращает время на анализ данных, вычисления и т. д.
- Увеличивает количество проверяемых деталей, еще больше повышая общее качество и надежность продукта
- Позволяет пользователям выполнять измерения на глобальном уровне (вся деталь), а не только в определенных областях, таких как КИМ
- Уменьшает количество слабых мест в централизованных центрах проверки, сокращая время простоя производственной линии