提升快速成型检测方式
O’Fallon铸造使用PolyWorks®加快了快速成型操作的速度
成立于1969年,O'Fallon铸造是一家不含铁熔模铸造公司,位于密苏里州的圣路易斯以西20分钟路程,提供快速成型和铸造成品,材料为铝,铜,金刚砂金属模板的复合合金。自2006年,O'Fallon铸造开始使用3D扫描和PolyWorks®软件对模子和铸造件执行基于点云的检测。
位于密苏里州圣路易斯的O'Fallon铸造是一家一流的不含铁熔模铸造公司,制造高质量,赋竞争性价格的铸造件以满足高端客户需求,从而享誉业界。

翼尖灯罩模子用SLA和SLS工艺创建于客户的3D CAD模型。
挑战
公司的服务领域十分广泛,包括军事导弹和电子仪器组件市场,阀和泵,医疗及牙科设备,高速自动化精密加工机,商业机器,机器人,光学和激光设备,硅片加工设备和半导体制造设备。
公司成长的一个领域是快速成型。使用来自CAD文件的3D模型生成的可熔化模子 ,快速且低成本的制造部件,并在制造产品工装前验证其设计。
“最近几年,模子表面加工的质量,模子精度,及模子可用材料都有了很大改进。如今的模子更容易加工成由熔模铸造提供的裸形状,” Ben Galmiche,O’Fallon铸造质量工程师说道。由于这些改进,铸造件的快速成型对客户来说是一项高附加值的操作,可减少总体工装成本,并使产品快速上市。
快速检测对于铸造业是一项关键技术。传统检测方式基于接触式探测,不能适应快速成型。
“过去,我们没有有效和高效的方式检测实体模型。我们有一台旧式悬臂式测量机,用接触式探针收集尺寸数据。这个过程很慢,我们一直在找寻一种新的方法。”
解决方案
为加快快速成型检测过程的转变时间,O’Fallon铸造转向了3D扫描和基于点云的检测。O’Fallon铸造用Metris XC50扫描头代替了来自海科斯康的带全局CMM的旧式CMM,Metris XC50是一款高速,多带3D激光扫描仪,用于检测部件特征,这些特征提供各个方向最优点分布。
这项投入无疑是一个正确的行动,很快收回了成本。特别是当2008年O’Fallon铸造接到了来自波音787梦想客机的任务,检测一个完整翼尖灯的外壳。
这是O’Fallon如何成功地将基于点云的分析集成到快速成型过程各阶段的:
- 翼尖灯罩模子用SLA和SLS工艺创建于客户的3D CAD模型。
- 模子通过视觉和手动检测,评判是否同部件的参考CAD模型一致,对于收缩而言其比例是否合适。
- 一旦模子通过了PolyWorks检测流程的验证,O’Fallon铸造就按着快速成型的模子制作陶瓷外壳。
- 带模子的陶瓷壳通过烧结工艺,使模子蒸发,只留下陶瓷模具。部件用A356铝浇铸,人工老化至T6状态。
- 之后部件再用全局CMM和Metris激光扫描仪测量。这一过程搜集的点云数据通过公司内部网络传输到PolyWorks软件。

©Boeing
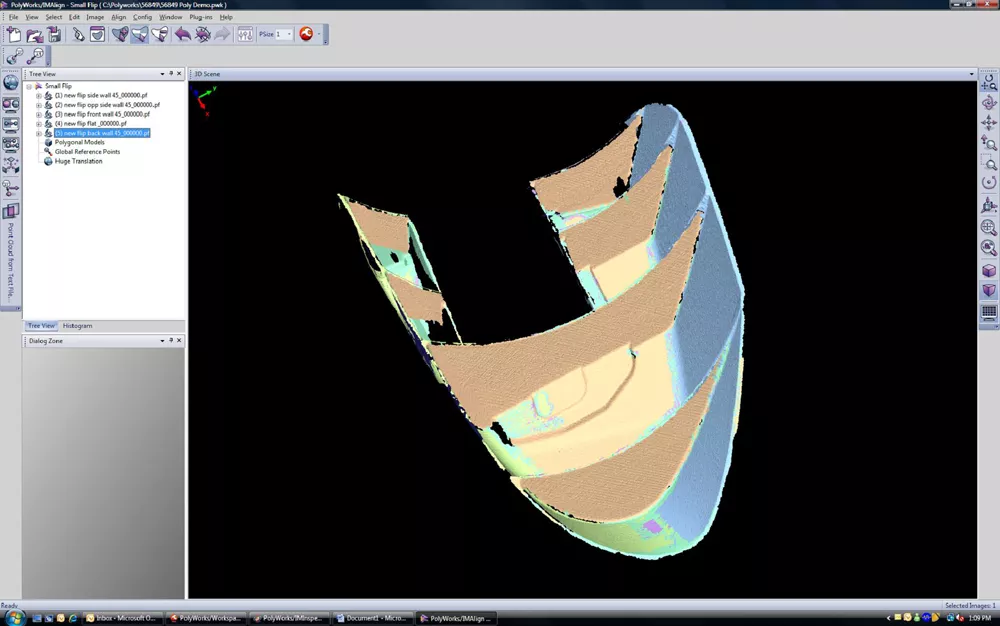
在PolyWorks对齐模型进行片体对齐和减少重叠
整个过程,O’Fallon铸造使用3D扫描和PolyWorks不仅检测了泡沫模子,还检测了来自模子的铝制品。“我们导入数据至PolyWorks软件的对齐模块™,扫描片体通过最佳拟合算法自动对齐,创建了部件的点云模型,” Galmiche先生说道,“至此,我们仔细研究模型,判断是否搜集了足够的数据可以进行点云和客户CAD模型间精确比较。若有必要,转换CMM机上的部件方向,从另一个视角采集数据。”
采集样件数据的时候,O’Fallon铸造用非常慢的速度扫描,确保捕捉到高质量的特征细节。在流程中,多余的数据被采集。’’我们使用IMAlign减少重叠函数来自动删除扫描区域的多余区域,并且在这些区域创建一套单一的能精确自定义化部件尺寸的数据点。’’他说。
接下来,使用PolyWorks的IMMerge™模块合并对齐扫描区域去创建一个高质量精准详细的数字化的多边形网格。
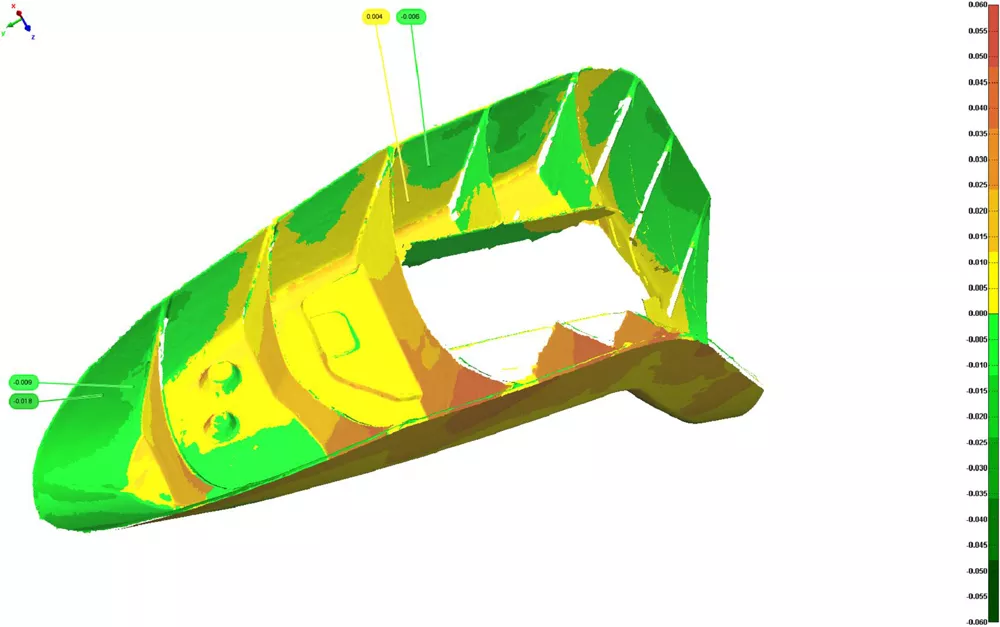
用彩图分析全局偏差
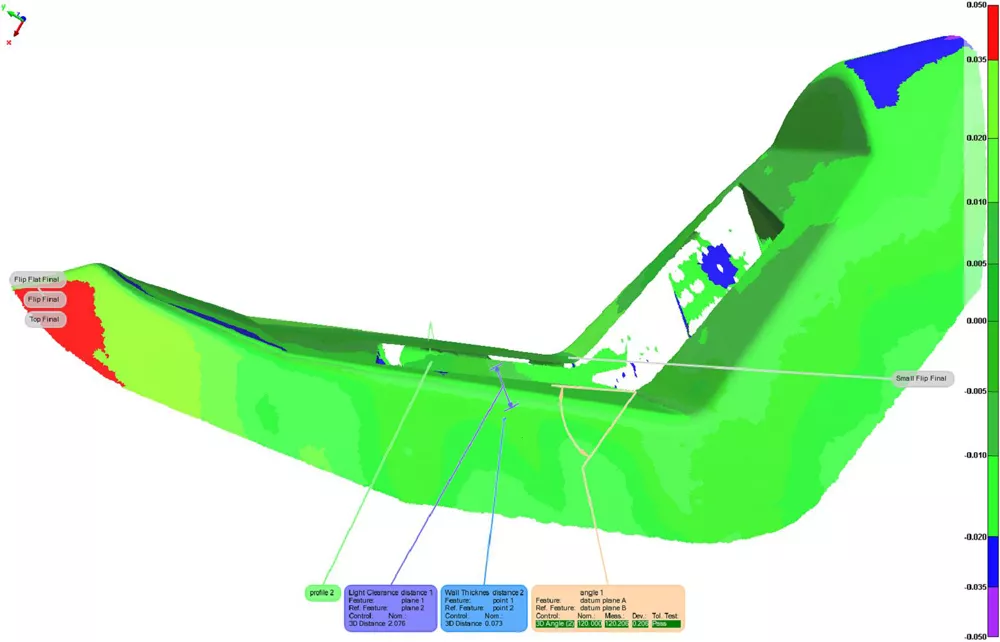
用PolyWorks 检测模块计算厚度,间隙,3D角度和平面度分析
“使用简单的检测工具,可以快速的看到部件哪些地方超出客户在CAD上设的公差了”,Galmiche先生说:“因为软件的灵活性,我们可以用不同的对齐方法来比较模型,对许多客户是很有帮助的”。
然后将三角化模型输入至PolyWorks检测模块™用于真正的尺寸检测流程。这个软件包使用强大的数据至CAD对齐技术,包括带约束的最佳拟合,以及基于特征和参考点的对齐。也包含比较和测量工具用于完整的曲面和断面偏差分析,特征尺寸和GD&T控制,间隙及厚度分析。对于该特定项目,O’Fallon铸造用了五种特定检测工具来验证翼尖灯外壳:
- 通过计算每个扫描点云和其相应CAD参考间的偏差进行全局比较。显示的误差彩图根据的是O’Fallon铸造设定的公差。
- 为确保光线无干涉投影,部件间隙通过比较两平面间3D距离测量。
- 壁厚抽取是通过计算两片点云之间的3D距离。确保了部件的完整性并验证了部件是否满足设计要求。
- 平面度和两平面间的3D角度(基准A和基准B)使用PolyWorks的GD&T功能计算。通过/失败结果是按照设定的公差提供的。
Galmiche使用PolyWorks的报告生成功能,用AS9102格式准备了一份检测报告。“除了数据,我们添加了模型比较快照,客户能快速看到部件的什么部分超出公差。通过不同颜色表示不同公差范围,我们也可以说明部件哪些地方少量超差或大量超差。最后,感谢PolyWorks检视模块这一免费的结果浏览器,我们的客户可以在他们自己的电脑上3D方式查看他们的检测项目。”

©Boeing
优势
全局CMM,Metris XC50激光扫描仪和PolyWorks软件的组合大大减少了O’Fallon铸造进行快速成型的周期。“总而言之,我们非常满意这一新的基于点云的检测方式,” Galmiche先生说道。“对一个部件,我们花大概一天的时间搜集需要的尺寸数据,然后用不到半天的时间在PolyWorks软件中进行数据分析。这大概只是过去流程所花时间的一半。数据的可视化也使得客户能浏览检测报告并理解尺寸数据分析的含义。”
另外
O’Fallon铸造也用CMM/激光扫描仪/ PolyWorks软件的组合检测自己的铸模和压缩矫正工具,确保其符合设计。PolyWorks/检测模块™快速精确显示工装的哪些部位磨损了或少量超差。
Galmiche先生也看到了这一新检测方案的另一潜在应用。“我们的一些客户要求我们检测系统中的某个特定零件来帮助他们确定是否其周围环境,如热,导致其故障。用PolyWorks就能快速扫描部件,并将真实部件数据同设计意图比较。这也许预示了我们新的业务领域。”